- Свойства полипропилена
- Какие полипропиленовые изделия выбрать
- Этапы монтажных работ
- Рисуем монтажную схему
- Паяльник для полипропилена и другие инструменты
- Описание процесса
- Как правильно паять полипропилен – инструкция
- Как правильно паять полипропиленовые трубы
- Описание технологии сварки
- Аппараты для сварки
- Процесс сварки
- Таблица пайки полипропиленовых труб
- Пайка труб на сложных участках
- Ошибки при пайке полипропиленовых труб
- Факторы, влияющие на качество сварки
- Советы специалистов
- Пайка в труднодоступных местах и углах
- Соединение пластиковых труб без пайки
- Сварка пластиковых труб большого диаметра
- Паяльник для сварки труб
- Альтернатива сварке
- Как правильно сваривать полипропиленовые детали?
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
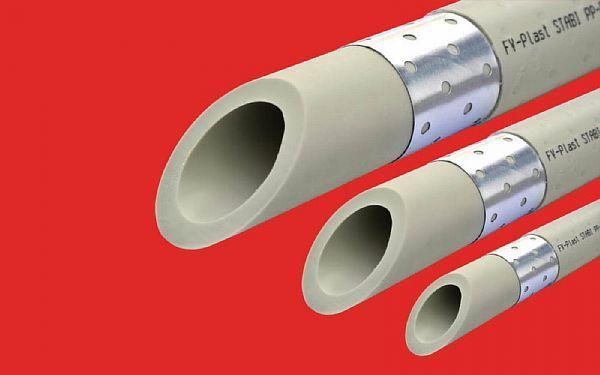
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Читайте также: Как обустроить гостевую зону в подвальном помещении – фото удачных проектов
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Смотреть видео
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
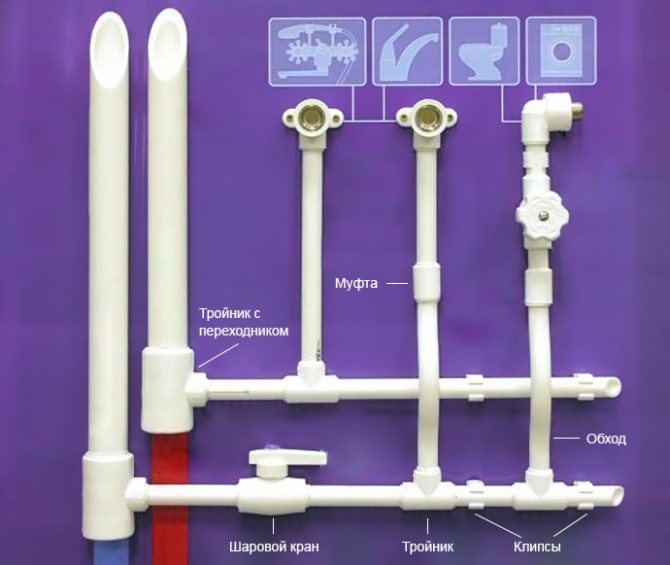
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
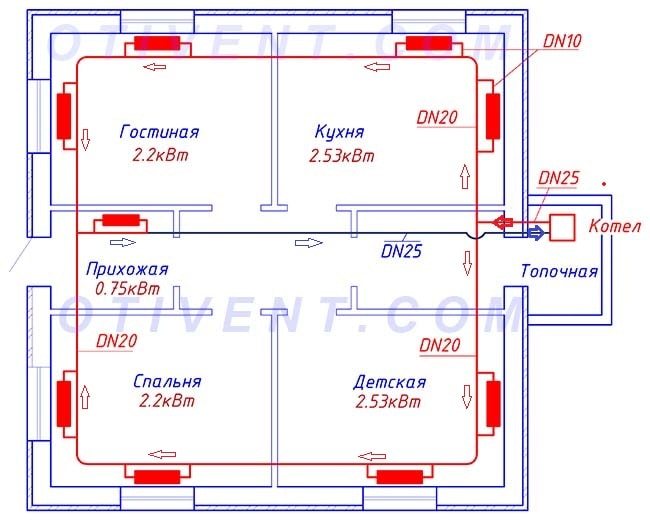
Пример однотрубной системы отопления одноэтажного дома
Читайте также: Кровельная металлочерепица – виды материала, расчет и технология возведения крыши
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
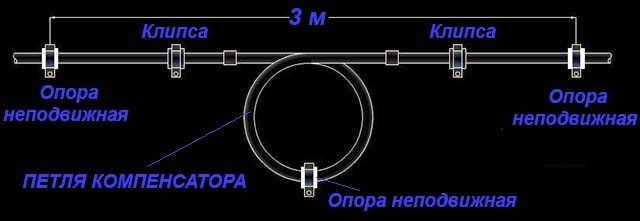
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.
Читайте также: Плоский шифер и его использование
Описание процесса
Полипропилен считается достаточно жестким материалом. Именно поэтому для создания трубопровода используют фитинги из аналогичного материала. Они представляют собой своеобразные уголки, тройники и прочие соединительные детали. Для создания надежного стыка используют пайку.

Перед пайкой труб следует посмотреть обучающее видео с мастер-классом
Процесс пайки часто носит название «сварка». Но от этого суть не меняется. Детали разогреваются до температуры плавления и соединяется между собой. В итоге получается монолитный долговечный стык.
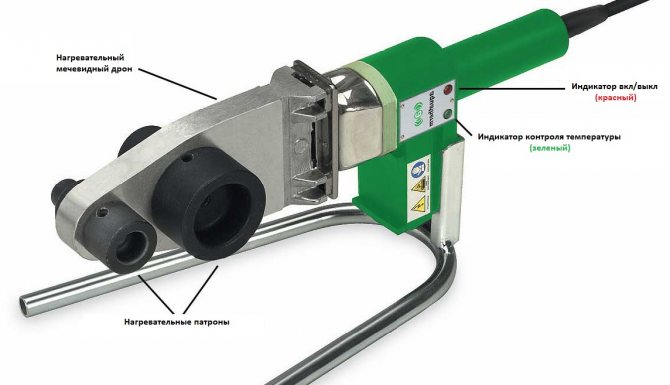
Чтобы соединить пластиковые и металлические трубы, предусматривают комбинированные фитинги. В таких устройствах одна сторона для металлической трубы выполнена резьбовым соединением, а другая соединяется с помощью сварки. Для этого используют паяльник или сварочный аппарат. Он представляет собой металлическую платформу с электрической спиралью внутри, которая и нагревает поверхность. Часто такой прибор называют утюгом. Чтобы разогреть элементы до температуры плавления, используют две насадки.
Покрытие металлических насадок:
- Дорн – для нагрева внутренней части;
- Гильза – используется для наружной части.
Два элемента, которые требуется соединить, надеваются одновременно на насадки. Затем засекают определенный промежуток времени и отсоединяют элементы. Именно так происходит процесс сварки.
Как правильно паять полипропилен – инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается.
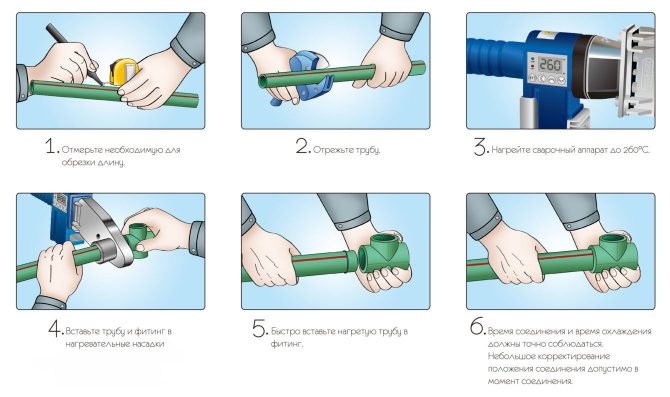
Пошаговая инструкция по пайке полипропиленовых трубИнструкция по пайке :
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн – фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.

Пайка
Подогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.

Муфтовая пайка
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.

Стыковая сварка
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
Читайте также: Выбор фундамента для пучинистых грунтов

Паяльник типа “утюг”
Для торцевой стыковки используются более сложные сварочные аппараты. Оборудование для прямого соединения применяется на промышленных объектах.

Аппарат для стыковой сварки
При работе с любым видом нагревательного инструмента необходимо использовать перчатки из плотной материи.
Процесс сварки
Чтобы уменьшить вероятность ошибки, все операции необходимо проводить аккуратно, точно и исключительно последовательно.
Пайка полипропиленовых труб инструкция:
- В помещении обеспечивается или проверяется эффективная работа вентиляции, так как во время пайки полимерных материалов выделяются токсичные вещества. Поэтому необходимо создать эффективную циркуляцию воздуха, чтобы защитить организм от высокой концентрации вредных элементов.
- Края нарезанных заготовок обрабатываются с помощью торцевателя или специального инструмента для снятия фаски, чтобы упростить процесс соединения деталей.
- Проводится очистка от пыли и обезжиривание соединяемых поверхностей при использовании уайт-спирита, который обязан полностью высохнуть естественным путем. Не допускается наличие капель воды, потому что при повышении температуры образуется пар, который станет причиной появления пор в материале. Они ухудшат качество стыка.
- На паяльнике устанавливается рекомендуемая температура пайки и включается прибор. Разогрев выполняется до +260°C независимо от диаметра. Изменяется только период нагрева.
- После загорания лампочки зеленого цвета начинается сварка путем установки прямого участка на насадку-гильзу, а фитингового элемента — на дорн. Это позволяет одновременно нагреть две детали до требуемой температуры.
- Разогрева выполняется в течение указанного времени пайки полипропиленовых труб, указанного в таблице. После этого прямолинейный и фасонный элемент снимаются с прибора и быстро соединяются между собой.

Нагрев элементов

Соединение и фиксация
Необходимо неподвижно удерживать стыкуемые детали без прокручивания пока не произойдет остывание материала. Разрешается корректировать их соосность в течение 1-2 секунд. Другие движения приведут к нарушению молекулярных связей, что нередко становится причиной появления протечек во время эксплуатации систем.
Перед выполнением этой операции нужно предварительно на отрезок трубы нанести линию, обозначающую глубину, на которую он будет вставляться в фитинг до упора. Обозначенное расстояние также позволяет нагреть только требуемый участок с помощью паяльника. Для каждого диаметра трубы используется свое значение.
Таблица пайки полипропиленовых труб
Если не выдерживать время нагрева, качественно спаять соединение не получится. Недогрев препятствует диффузии материала. При перегреве произойдет деформация изделий. Поэтому необходимо всегда пользоваться значениями из таблицы.
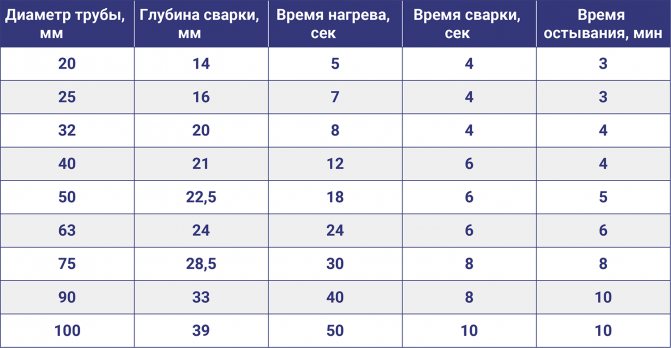
Время пайки полипропиленовых труб таблица
Во время пайки тонкостенных трубных изделий время нагрева этих элементов уменьшается в 2 раза, но период прогрева муфт изменять нельзя. Он должен соответствовать рекомендованным значениям. При работе на улице или в неотапливаемом помещении, где температура меньше +5°С, греть ПП изделия нужно дольше на 50%.
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их фиксации и температуры сварки полипропиленовых труб по окружности внутри стыка образуется буртик аккуратной формы. Его высота обычно составляет 1 мм. Он не мешает движению жидкости. Снаружи тоже создается аккуратный буртик. Он не портит вид места стыка.




Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Смотреть видео
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
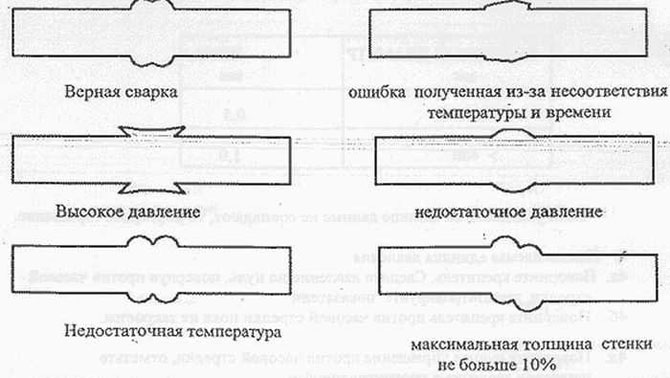
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Факторы, влияющие на качество сварки
Качество сварных стыковых соединений полипропиленовых труб зависит от многих факторов.
Соответствие полипропиленовых труб и фитингов заданным параметрам по назначению и качеству.
Выбор низкокачественных, либо более дешевых (с меньшей величиной допустимых для данной трубопровода температуры и давления) материалов, даже при самой тщательной сварке не обеспечит необходимой прочности и герметичности стыков.
Нежелательно также использование продукции разных производителей. Из-за отличий по химическому составу может не совпадать время нагрева и остывание свариваемых элементов.
- Использование оборудования. Для выполнения работ нужно иметь необходимый минимум исправного инструмента и оборудования. Термопаяльник с недостаточным или чрезмерным нагревом не обеспечит надежный сварной шов, поэтому важно следить за оптимальной температурой нагрева.
Обратите внимание! Перегрев трубы приводит к уменьшению проходного сечения стыка и дополнительным потерям напора в системе.
- Наличие необходимых навыков работы. Сам по себе процесс сварки довольно прост и доступен. Главное перед началом работ — внимательно изучить прилагаемые к аппарату инструкции. Желательно первые стыки варить под наблюдением опытного специалиста.
- Соблюдение правил монтажа. Низкое качество сварочных швов обусловлено ошибками в процессе соединения трубы и фитинга. Недостаточная глубина их соединения приводит к зазору. Образуется дополнительное сопротивление и участок с ослабленной стенкой, потенциальной зоной порыва трубопровода. При чрезмерном введении трубы в фитинг до упора возможно практически полное перекрытие потока жидкости, что приведет к снижению давления и расхода. При соединении нагретых частей трубопровода, часто допускают передержку приводящую к их остыванию или не осуществляют своевременную фиксацию в течении положенного времени.
- Надлежащая подготовка. Необходима тщательная подготовка места работы, материалов и оборудования. Свариваемые части труб и фитингов должны быть сухими и чистыми. Помещение, где производятся работы, должно быть теплым. Минусовая температура воздуха может привести к преждевременному охлаждению свариваемых деталей. Во избежание вторичного загрязнения, готовые узлы необходимо складировать на чистую поверхность. Нагревательные элементы паяльника после каждого использования протираются термостойкой тканью для удаления остатков расплава. Торцы трубы после обрезки выравниваются и зачищаются от заусенцев.
Рекомендуем ознакомиться: Как выполнить монтаж при использовании труб из полипропилена?
Выполнение этих элементарных мер гарантирует прочный и надежный сварной стык.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Читайте также: 7. Стены и перегородки
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов. При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали.
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Полное высыхание клеящего состава произойдёт через несколько часов.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Паяльник для сварки труб
Конструктивно этот аппарат напоминает утюг. На нагревательной подошве предусмотрены отверстия, которые предназначены для установки насадок. Сварка полипропиленовых труб большого диаметра электропаяльником не выполняется, т. к. в этом случае имеются ограничения по размерам коммуникаций. Принцип работы подобных устройств несложный: на насадки устанавливают элементы трубопровода, через некоторое время их снимают.
Главной задачей электропаяльника является поддержание температуры на требуемом уровне. Так, для работы с полипропиленовым материалом рекомендуется установить температурный режим не менее +260°С. Спаивать коммуникации данного вида в других условиях не следует.
Паяльник состоит из корпуса и рукоятки. Внутри предусмотрен узел управления, который позволяет регулировать температуру нагревательной подошвы. Размер насадок может быть разным. При выборе трубы учитывают данный параметр. Коммуникации должны устанавливаться на насадки. Если трубы не соответствуют по размеру, обеспечить качественный нагрев не получится.
В некоторых моделях паяльников предусмотрена возможность регулировки температуры в автоматическом режиме. Например, если нагревательная подошва охладится на несколько градусов, прибор включится самостоятельно. Это позволит обеспечить подходящие условия работы во время пайки полипропиленовых труб. Различают следующие виды аппаратов, отличных по форме нагревательной подошвы:
- цилиндрический;
- прямолинейный (нагреватель в виде плоской плиты).
Первый из вариантов используется для монтажа коммуникаций большего диаметра. В данном случае аппарат надевается сверху на трубу. Преимуществом этого метода является равномерный нагрев по всей поверхности деталей.
Если рассматривается второй вариант, то он чаще используется для пайки полипропиленовых труб своими руками. Такие устройства отличаются компактными габаритами, простотой эксплуатации. В подобных аппаратах предусмотрено несколько отверстий, куда будут устанавливаться элементы трубопровода (фитинги, коммуникации). Подробнее смотрите на странице паяльник для полипропиленовых труб.
При выборе паяльника необходимо учитывать форму нагревательной подошвы, а еще мощность, диапазон значений температур. Различают устройства и по ценовой категории, производителю. Если рассматривается вариант сварки полипропиленовых труб своими руками, для начинающих пользователей подойдет аппарат, принадлежащий низкой ценовой категории. Техника данного вида не отличается повышенной надежностью, но ее возможностей будет достаточно для выполнения монтажа 1 или 2 контуров системы водоснабжения, отопления.
При выборе изделия следует обращать внимание на марку, страну-производителя. Например, китайские аппараты стоят дешевле, но не отличаются надежностью. Через некоторое время после начала эксплуатации при нагреве полимерного материала увеличивается погрешность, которая в будущем достигнет 10°С. Такие устройства необходимо рассматривать новичкам.
Турецкие аналоги представляют среднюю ценовую категорию. Они отличаются более высокой надежностью, но характеризуются простыми функциями. Такие аппараты можно использовать, если паяльник эксплуатируется нерегулярно. Для работы в интенсивном режиме на постоянных условиях лучше сразу приобрести более дорогой прибор немецкого производства.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже. Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя.
Как правильно сваривать полипропиленовые детали?
Технология грамотной сварки полипропиленовых труб предполагает нагрев деталей. Свариваемые поверхности разогреваются тефлоновыми насадками, вставляющимися в сварочный аппарат. Элемент, на который надевается фитинг, называется дорн. Насадка для трубы – гильза. Сварочный аппарат устанавливается на специальные ножки. Далее выбираются и закрепляются насадки нужного диаметра. После чего на терморегуляторе выставляется нужная температура, ее можно уточнить в таблице, обычно прилагающейся к инструменту.

Для точности выполнения соединения специалисты рекомендуют перед разогревом деталей разметить глубину посадки конца трубы в фитинг
Сварочный аппарат включается в розетку. Индикаторы на его корпусе должны загореться и продолжать гореть в процессе разогрева. После того, как прибор прогреется до нужной температуры, быстрым и точным движением совмещаем фитинг с дорном, а трубу с гильзой. Особенность заключается в том, что в процессе совмещения сварочной насадки с трубой, ее наружный слой оплавляется и выходит наружу в виде небольшого валика-грата. Внутренние же слои прогреваются до пластичного состояния и могут быть упруго сжаты, чтобы позволить трубе войти в насадку.
То же самое происходит и при совмещении дорна с фитингом: стенка последнего растягивается, а на внутренней поверхности появляется грат. При продвижении насадки наружный срез фитинга начинает упираться в ее основание, при этом он слегка оплавляется. Момент упора и трубы и фитинга хорошо ощущается рукой. В эту секунду очень важно сразу же прекратить давление. Далее нужно только удерживать детали на месте до того момента, пока они не достигнут нужной температуры разогрева.

После того, как сварочный аппарат разогреется до нужной температуры, труба и фитинг одновременно надеваются на тефлоновые насадки
По окончании нагрева элементов их нужно быстро снять с насадок. Движение должно быть очень точным. Разогретые детали совмещают до упора. В ходе операции труба упруго сжимается, тогда как фитинг, наоборот, растягивается. В результате свариваемые поверхности начинают давить друг на друга и вытесняют присутствующий в шве воздух. Расплавленный материал перемешивается, что обеспечивает прочное сваривание полипропиленовых труб.
Нужно учитывать, что оплавленные детали достаточно быстро остывают. Скорость их охлаждения зависит от глубины прогрева и может быть определена по таблице. До тех пор, пока элементы не остыли, они сохраняют пластичность. Поэтому их необходимо зафиксировать, чтобы не произошло деформации соединения. После потери пластичности детали можно положить на ровную поверхность. Однако следует знать, что полную прочность элементы приобретут только после того, как их температура опустится ниже 40°С. Затем шов можно зачистить.

Разогретые сварочным аппаратом детали быстрым и точным движением вставляются одна в другую. Не допускается их при этом перекручивать или сильно сдавливать, иначе соединение будет деформировано
Важно! Новичкам в сварочном деле лучше всего перед началом работ немного потренироваться. Для этого нужно приобрести несколько лишних фитингов и отрезать некоторое количество кусков от трубы. Тренировочные работы позволят очень быстро приобрести необходимый опыт и выполнить сварку точно и качественно.